La ergonomía es la disciplina que se encarga del diseño de lugares de trabajo, herramientas y tareas, de modo que coincidan con las características fisiológicas, anatómicas, psicológicas y las capacidades del trabajador.1 Busca la optimización de los tres elementos del sistema (humano-máquina-ambiente), para lo cual elabora métodos de estudio de la persona, de la técnica y de la organización.
Derivado del griego έργον (ergon, ‘trabajo’) y νόμος (nomos, ‘ley’), el término denota la ciencia del trabajo. Es una disciplina sistemáticamente orientada, que ahora se aplica a todos los aspectos de la actividad humana con las máquinas.
El Consejo de la International Ergonomics Association (IEA),2 que agrupa a todas las sociedades científicas a nivel mundial, estableció desde el año 2000 la siguiente definición, que abarca la interdisciplinariedad que fundamenta a esta disciplina:
«Ergonomía (o factores humanos) es la disciplina científica relacionada con la comprensión de las interacciones entre los seres humanos y los elementos de un sistema, y la profesión que aplica teoría, principios, datos y métodos de diseño para optimizar el bienestar humano y todo el desempeño del sistema.»
Ergonomía cognitiva
La ergonomía cognitiva (o como también es llamada 'cognoscitiva') se interesa en, el cómo y en qué medida, los procesos mentales tales como percepción, Memoria,razonamiento y respuesta motora afectan las interacciones entre los seres humanos y los otros elementos de un sistema. Tales como la tríada ergonómica (humano-máquina-ambiente).
Los asuntos que le resultan relevantes incluyen: carga de trabajo mental, la toma de decisiones, el funcionamiento experto, la interacción humano-computadora (por ejemplo, la ley de Fitts), la confiabilidad humana, el estrés laboral, el entrenamiento y la capacitación, en la medida en que estos factores pueden relacionarse con el diseño de la interacción humano-sistema.
Teoría de la información
Información en el sentido cotidiano de la palabra, es el conocimiento recibido acerca de un hecho específico. En el sentido técnico, la información es la reducción de la incertidumbre respecto a ese hecho. La Teoría de la Información se mide en bits de información, donde, un bit es la cantidad de información requerida para decidir entre dos alternativas igualmente probables.
Modelo de procesamiento de información humano
Se han desarrollado numerosos modelos para explicar cómo procesan la información las personas. Muchos de estos modelos consisten en cajas negras que representan las distintas etapas de procesamiento. La figura presenta un modelo genérico que consiste en cuatro etapas o componentes importantes; percepción, decisión, y selección de respuesta, ejecución de respuesta, memoria y los recursos de atención distribuidos en las diferentes etapas. La componente de toma de decisiones, combinada con la memoria trabajando y la memoria a largo plazo, puede considerarse la unidad de procesamiento central, mientras que el almacén sensorial es una memoria transitiva localizada en la etapa de entrada. (Wickens, Giordon y Liu, 1997).
Los esposos Gilbreth, introdujeron el diseño del trabajo manual a través del estudio de movimientos, en lo que se conoce como Therbligs,12 y los veintiún principios de economía de movimientos. Los principios se clasifican en tres grupos básicos:
Algo muy importante es que los principios se basan en factores anatómicos, biomecánicos y fisiológicos del cuerpo humano. Éstos constituyen la base científica de la ergonomía y el diseño del trabajo. Los principios tradicionales de economía de movimientos se han ampliado y ahora se le conoce como principios y guía para el diseño del trabajo:Uso del cuerpo humano
Arreglo y condiciones del lugar de trabajo
Diseño de herramientas y equipo
Diseño del trabajo manual
Diseño de estaciones de trabajo, herramientas y equipo
“Just in time” (que también se usa con sus siglas JIT), literalmente quiere decir “Justo a tiempo”. Es una filosofía que define la forma en que debería optimizarse un sistema de producción.
Se trata de entregar materias primas o componentes a la línea de fabricación de forma que lleguen “justo a tiempo” a medida que son necesarios.
El JIT no es un medio para conseguir que los proveedores hagan muchas entregas y con absoluta puntualidad para no tener que manejar grandes volúmenes de existencia o componentes comprados, sino que es una filosofía de producción que se orienta a la demanda.
La ventaja competitiva ganada deriva de la capacidad que adquiere la empresa para entregar al mercado el producto solicitado, en un tiempo breve, en la cantidad requerida. Evitando los costes que no producen valor añadido también se obtendrán precios competitivos.
Con el concepto de empresa ajustada hay que aplicar unos cuantos principios directamente relacionados con la Calidad Total.
El concepto parece sencillo. Sin embargo, su aplicación es compleja, y sus implicaciones son
muchas y de gran alcance.
CARACTERÍSTICAS PRINCIPALES
El JIT tiene 4 objetivos esenciales:
**Poner en evidencia los problemas fundamentales.
**Eliminar despilfarros.
**Buscar la simplicidad.
**Diseñar sistemas para identificar problemas.
Poner en evidencia los problemas fundamentales
Para describir el primer objetivo de la filosofía JIT los japoneses utilizan la analogía del “río de las existencias”. El nivel del río representa las existencias y las operaciones de la empresa se visualizan como un barco. Cuando una empresa intenta bajar el nivel del río, en otras palabras, reducir el nivel de las existencias, descubre rocas, es decir, problemas.
Hasta hace bastante poco, cuando estos problemas surgían en algunas empresas, la respuesta era
aumentar las existencias para tapar el problema.
Eliminar despilfarros
Eliminar despilfarros implica eliminar todas las actividades que no añaden valor al producto con lo
que se reduce costes, mejora la calidad, reduce los plazos de fabricación y aumenta el nivel de servicio al cliente.
En este caso el enfoque JIT consiste en:
**Hacerlo bien a la primera.
**El operario asume la responsabilidad de controlar, es decir, el operario trabaja en autocontrol.
**Garantizar el proceso mediante el control estadístico (SPC).
**Analizar y prevenir los riesgos potenciales que hay en un proceso.
**Reducir stocks al máximo.
En busca de la simplicidad
El JIT pone mucho énfasis en la búsqueda de la simplicidad, basándose en el hecho de que es muy
probable que los enfoques simples conlleven una gestión más eficaz.
El primer tramo del camino hacia la simplicidad cubre 2 zonas:
**Flujo de material
**Control de estas líneas de flujo.
Un enfoque simple respecto al flujo de material es eliminar las rutas complejas y buscar líneas de flujo más directas, si es posible unidireccionales. Otro es agrupar los productos en familias que se fabrican en una línea de flujo, con lo que se facilita la gestión en células de producción o “minifactorías”.
La simplicidad del JIT también se aplica al manejo de estas líneas de flujo. Un ejemplo es el sistema
Kanban, en el que se arrastra el trabajo.
Establecer sistemas para identificar los problemas
Con los sistemas de arrastre / kanban se sacan los problemas a la luz. Otro ejemplo es el uso del
control de calidad estadístico que ayuda a identificar la fuente del problema.
Con el JIT cualquier sistema que identifique los problemas se considera beneficioso y cualquier sistema
que los enmascare, perjudicial.
Si realmente queremos aplicar el JIT en serio tenemos que hacer 2 cosas:
**Establecer mecanismos para identificar los problemas
**Estar dispuestos a aceptar una reducción de la eficiencia a corto plazo con el fin de obtener
una ventaja a largo plazo.
DEFINICIÓN DE TÉRMINOS UTILIZADOS
Sistema de fabricación “push”: literalmente “empujar”. Sistema de fabricación clásico en
el que se produce para vender.
Sistema de fabricación “pull”: literalmente “tirar”. Fabricación en flujo continuo en el que
se produce porque se vende. En este sistema no se debe permitir que se acumule tanto
la materia prima o componentes como el semielaborado, ya que las diversas fases no
pueden realizar su tarea hasta que la fase siguiente esté lista para recibir la materia prima/
componentes o unidades semielaboradas. Con esto se reduce el inventario y el coste,
además de abreviar el tiempo de reacción.
Kanban: en japonés significa “registro visible”. Es un elemento del JIT para el suministro de
lotes, mediante un sistema de etiquetas. Se reponen los productos a medida que se consumen.
DIAGRAMA DE FLUJO
5. REALIZACIÓN
Según se indica en el diagrama de flujo, la implantación del JIT se pueden dividir en cinco fases.
5.1. Primera fase: cómo poner el sistema en marcha
Esta primera fase establece la base sobre la cual se construirá la aplicación. La aplicación JIT exige
un cambio en la actitud de la empresa, y esta primera fase será determinante para conseguirlo. Para
ello será necesario dar los siguientes pasos:
-Comprensión básica.
-Análisis de coste/beneficio.
-Compromiso.
-Decisión si/no para poner en práctica el JIT.
-Selección del equipo de proyecto para el JIT.
-Identificación de la planta piloto.
5.2. Segunda fase: mentalización, clave del éxito
Esta fase implica la educación de todo el personal. Se le ha llamado clave del éxito porque si la
empresa escatima recursos en esta fase, la aplicación resultante podría tener muchas dificultades.
Un programa de educación debe conseguir dos objetivos:
-Debe proporcionar una comprensión de la filosofía del JIT y su aplicación en la industria.
-El programa debe estructurarse de tal forma que los empleados empiecen a aplicar la filosofía
JIT en su propio trabajo.
No debemos confundir esta etapa de la educación con la formación. Educación significa ofrecer una
visión más amplia, describir cómo encajan los elementos entre sí. La formación, en cambio, consiste
en proporcionar un conocimiento detallado de un aspecto determinado.
5.3. Tercera fase: mejorar los procesos
El objetivo de las dos primeras fases es ofrecer el entorno adecuado para una puesta en práctica
satisfactoria del JIT. La tercera fase se refiere a cambios físicos del proceso de fabricación que mejorarán el flujo de trabajo.
-Los cambios de proceso tienen tres formas principales:
-Reducir el tiempo de preparación de las máquinas.
-Mantenimiento preventivo.
-Cambiar a líneas de flujo.
El tiempo de preparación es el tiempo que se tarda en cambiar una máquina para que pueda procesar
otro tipo de producto. Para mejorar estos tiempos se utilizan herramientas como el SMED (cambio
rápido de producción). Un tiempo de preparación excesivo es perjudicial por dos razones principales.
En primer lugar, es un tiempo durante el cual la máquina no produce nada, de modo que los
tiempos de preparación largos disminuyen el rendimiento de la máquina. En segundo lugar, cuanto
más largo es, más grande tendería a ser el tamaño de lote, ya que, con un tiempo de preparación largo, no resulta económico producir lotes pequeños. Con los lotes grandes llegan los inconvenientes
del alargamiento de los plazos de fabricación y aumento de los niveles de existencias.
A medida que disminuyen los niveles de existencias en una aplicación JIT, las máquinas poco fiables
son cada vez más problemáticas. La reducción de los stocks de seguridad significa que si una máquina sufre una avería, les faltará material a las máquinas siguientes. Para evitar que esto suceda, la aplicación JIT deberá incluir un programa de mantenimiento preventivo para ayudar a garantizar una gran fiabilidad del proceso. Esto se puede conseguir delegando a los operarios la responsabilidad del mantenimiento rutinario.
El flujo de trabajo a través del sistema de fabricación puede mejorar sustituyendo la disposición más tradicional por líneas de flujo (normalmente en forma de U). De esta forma el trabajo puede fluir rápidamente de un proceso a otro, ya que son adyacentes, reduciéndose así considerablemente los plazos de fabricación.
5.4. Cuarta fase: mejoras en el control
La forma en que se controle el sistema de fabricación determinará los resultados globales de la aplicación del JIT. El principio de la búsqueda de la simplicidad proporciona la base del esfuerzo por
mejorar el mecanismo de control de fabricación:
-Sistema tipo arrastre.
-Control local en vez de centralizado.
-Control estadístico del proceso.
-Calidad en el origen (autocontrol, programas de sugerencias, etc.).
5.5. Quinta fase: relación cliente-proveedor
Constituye la fase final de la aplicación del JIT. Hasta ahora se han descrito los cambios internos cuya
finalidad es mejorar el proceso de fabricación. Para poder continuar el proceso de mejora se debe
integrar a los proveedores externos y a los clientes externos.
Esta quinta fase se debe empezar en paralelo con parte de la fase 2 y con las fases 3 y 4, ya que se
necesita tiempo para discutir los requisitos del JIT con los proveedores y los clientes, y los cambios
que hay que realizar requieren tiempo.
Es importante la selección de proveedores en base a criterios logísticos (entre otros).
Con el JIT, el resultado neto es un aumento de la calidad, un suministro a más bajo coste, entrega
a tiempo, con una mayor seguridad tanto para el proveedor como para el cliente.
6. EJEMPLO DE APLICACIÓN
Desde el momento que entra un material o componente al proceso de fabricación, hasta que sale el
producto final, se están incluyendo una serie de fases como el transporte, los controles y la espera
entre fases de fabricación sucesivas. De todas estas fases mencionadas, la fabricación es la única
que añade valor al producto.
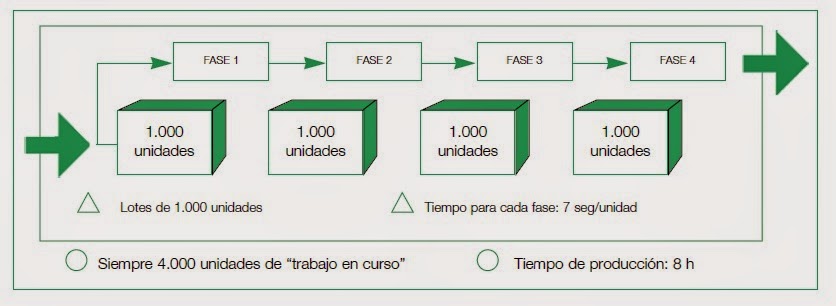
La reducción del tiempo de producción trae consigo numerosas ventajas. La figura 6.1 muestra un
ciclo de fabricación clásico (sistema push), donde se ejecutan cuatro fases de fabricación consecutivas, con lotes de 1.000 unidades cada uno.
Si cada unidad requiere una media de 7 segundos de tiempo de proceso en cada fase, se completará
un lote de 1.000 piezas en dos horas aproximadamente. Por lo tanto, el tiempo de producción
requiere alrededor de 8 horas.
Supongamos que reducimos el tiempo de producción al mínimo posible. Esto se puede lograr trabajando con lotes de una sola unidad (figura 6.2), y limitando el número de unidades a una por cada fase. No se debe permitir que se acumule el material semielaborado, ya que las diversas fases no
pueden realizar su tarea hasta que la fase siguiente esté lista para recibir las unidades semielaboradas.
Es decir, sistema “pull”
-En cada momento, debemos contar como “trabajo en curso” solamente 4 unidades.
-Supongamos que se descubre en la fase 4 que el producto tiene un defecto causado en
la fase 1, o bien que ya era defectuoso el material al comienzo del ciclo de fabricación.
-Si tenemos que reparar el material o, lo que es peor todavía, rechazarlo, el número de
piezas afectadas será de 4 en vez de 4.000.
-El coste de mantener el material en stock es mil veces menor de lo que sería para lotes
de 1.000 unidades.
-Si el cliente encarga un tipo de producto distinto, y lo desea recibir con urgencia, en el
caso de lotes de una unidad podemos completar la fabricación antes de comenzar con
el nuevo producto. En el caso de 4.000 unidades, habrá que retirarlas del ciclo de fabricación
y almacenarlas o aumentar nuestro tiempo de respuesta.
-Cuando se mantienen en inventario grandes cantidades de componentes, ya sea dentro
del ciclo de fabricación o bien en almacén, existe siempre la posibilidad de que se vuelvan
obsoletas. Este riesgo no existe con los lotes de una unidad.
-Si el cliente desea modificar el componente que se está fabricando, y estamos utilizando
lotes de una unidad, podemos dar respuesta a su petición treinta segundos después de
recibirla. Si los lotes fueran de 1.000 unidades, habría que completar el procesamiento
de 4.000 unidades (una jornada de trabajo).
-Cuando se almacenan componentes, especialmente en una linea de fabricación, existe
el riesgo de que se mezclen con otros componentes en apariencia del mismo tipo, pero
diferentes. Si la línea de fabricación no contiene ningún stock, es físicamente imposible,
Como Ahorrar eliminando desperdicios y aumentar productividad en tu empresa.
Muda
de sobreproducción.
Desafía
los fundamentos de la producción justo a tiempo. El inventario se produce antes
de necesitarlo. Debido a la disponibilidad de tiempo y exceso de materiales, la
gente produce más de las cantidades previstas.
2. Muda de inventarios.
Se
refiere al inventario producido cuando se siguen las reglas de la producción.
las capacidades actuales de producción, múltiplos de empaque muy grande, y los
diseños pobres del lay-out son los culpables. WIP y producto terminado se
incluyen.
3. Muda de movimiento excesivo o innecesario.
En
actividades de producción, se refiere a los movimientos humanos que no generan
valor agregado. Cuando los trabajadores buscan piezas o herramientas, o mueven
las manos y los pies en exceso, esto es desperdicio de movimiento.
4. Muda de esperas.
Los
operadores obedecen el procedimiento estándar pero son incapaces de pasar a la
siguiente secuencia. No tienen nada que hacer.
5. Muda de transportes.
Esta se
refiere al transporte que no agrega valor; el transporte de las materias
primas, piezas, WIP o productos terminados que se colocan en lugares
temporales, apilando, o cargado. Este debe de distinguirse del transporte
mínimo requerido para la producción justo a tiempo.
6. Muda de productos defectuosos.
Si hacemos productos defectuosos,
tenemos que descartarlos. Esto lleva a la muda de “re-trabajo" o hacer
“inspecciones”.
7. Muda de procesos deficientes.
Hacer
los productos con mayor precisión de lo que es requerido por las
especificaciones.
Beneficios de SMED aumenta tu capacidad de producción.
Creo que el tiempo de cambio de
herramienta no agrega valor al producto final, lo podemos considera como
desperdicio desde el punto de vista que nos impacta en el tiempo disponible
para producir.
Al tener tantos números de parte
diferentes con cambios tardados de herramentales, disminuye la eficiencia, de
las maquinas.
En la teoría llegar a un solo dígito en minutos en un cambi de herramienta es el ideal, tal vez nos preguntemos si
es posible llegar a este tiempo de un cambio, si tenemos un tiempo de cambio de
1 hra y 30 minutos, desde luego que es posible, sin embargo esto no pasa de la
noche a la mañana, se llevan varias interacciones cambios en el lay out y algo
de lo mas difícil cambio de la manera de pensar de la gente.
Cuando nos ponemos esta meta para
reducir los tiempos de cambio tenemos que ser conscientes que será paso a paso,
tiene que ser a varios intentos y en cada intento o interacción mejorar lo
mejorado, aplicar kaizen.
Que nos ofrece SMED, incremento de
tiempo disponible, que se refleja en incremento de capacidad, que ejemplificándolo
si tu requerimiento del cliente incrementa, y esto te fuerza a abrir un 3er
turno, puedes evitar esto si te enfocas en lo que hoy en dia ya tienes tus
tiempos de cambio es un buen comienzo, hacer kaizen, cambio buen desde adentro.
En mi experiencia en la empresa en
que trabajo hemos reducido de 50 min a 9.9 min, algunos tiempos de cambio, la
clave de esta herramienta es seguirla al pie de la letra e intentar una y otra
vez.
Les dejo esta herramienta para que la
analicen la apliquen y comprueben sus resultados.
Este vídeo es fascinante me encanta la rapidez del cambio!!
SMED
En gestión de la producción, SMED es
el acrónimo de Single-Minute Exchange of Die: cambio de herramienta
en un solo dígito de minutos. Este concepto introduce la idea de que en general
cualquier cambio de máquina o inicialización de proceso debería durar no más de
10 minutos, de ahí la frase single minute. Se entiende por cambio
de herramientas el tiempo transcurrido desde la fabricación de la última pieza
válida de una serie hasta la obtención de la primera pieza correcta de la serie
siguiente; no únicamente el tiempo del cambio y ajustes físicos de la
maquinaria.
Se distinguen dos tipos de ajustes:
·Ajustes / tiempos internos: Corresponde a
operaciones que se realizan a máquina parada,
·Ajustes / tiempos externos: Corresponde a
operaciones que se realizan (o pueden realizarse) con la máquina en marcha, o
sea durante el periodo de producción (conocidos por las siglas en inglés OED).
El método se desarrolla en cuatro
etapas.
Ajustes internos y externo
Esta es la primera etapa, y se
considera una fase preliminar.
En los ajustes tradicionales, los
ajustes internos y externos están mezclados: lo que podría hacerse en externo
se hace en ajustes internos. Es necesario estudiar en detalle las condiciones
reales de la máquina con respecto a las políticas de LPM y LCDLL. Una buena aproximación
es un análisis continuo de producción con un cronómetro. Un sistema más eficaz
es utilizar una o más cámaras de vídeo, cuyas filmaciones podrán ser analizadas
en presencia de los mismos operarios.
En un cambio de producción, deben
definirse las operaciones a realizar:
·la preparación de la máquina, del puesto de trabajo;
·la limpieza y el orden del puesto de trabajo;
·la verificación de la materia prima y de los productos químicos;
·la correcta regulación del equipo;
·el ajuste a patrones, ventanas referentes de fabricación;
·la realización y la prueba;
·la aprobación y liberación para la producción
Separación
de los ajustes internos y externos
Es la
segunda etapa del método SMED, y es la más importante: distinguir entre ajustes
internos y externos.
Actividades
Internas: Tienen que ejecutarse cuando la máquina está parada.
Actividades
Externas: Pueden ejecutarse mientras la máquina está operando.
Transformación de ajustes internos en externos
Es la
tercera etapa del método.
El
objetivo es transformar los ajustes internos en externos, por ejemplo:
preparación de sopletes, ajuste de color, medición de viscosidad, verificación
de cantidad de producto, envío de piezas o aviso al taller de problemas,
patrones y ventanas en máquina, etc.
Dentro
de los cambios tenemos también las tareas repetitivas o que no agregan valor en
sí, como es el regular uno o varias mariposas sistemáticamente, para esto
podemos acondicionar los equipos siempre y cuando sea necesario.
Es
fundamental aquí realizar un detallado listado cronológico de las operaciones
que se realizan durante la máquina parada. Para ello es aconsejable el
seguimiento de las operaciones en por lo menos 10 lotes distintos.
Luego
debe evaluarse detalladamente c/u de esta operaciones para determinar cuales
pueden moverse y/o simplificarse.
Racionalización de todos los aspectos de la operación de
ajuste
Es la
cuarta etapa del método. Su objetivo es reducir al mínimo el tiempo de ajustes.
La
conversión en ajustes externos permite ganar tiempo, pero racionalizando los
ajustes se puede disminuir aún más el tiempo de cambio.
Para esto
debemos utilizar el estudio realizado en el caso anterior del mencionado.
Para
determinar el logro del método debemos comparar los tiempos previos a la
reforma contra los propuesto y validar los mismos con por lo menos 10 lotes de
práctica. todos los ajustes deben ser muy bien diferenciados para no causar
ningún tipo de problemáticas en la producción.
En mi experiencia
laboral en la industria y viendo de cerca los problemas que ocasiona la desorganización,
la falta de limpieza, el no tener un estándar y principalmente la falta de disciplina,
considero que 5´S es una de las herramientas principales para minimizar estos
problemas que se relacionan con seguridad, tiempos de operación, problemas de
calidad.
5´S siendo una herramienta de "lean manufacturing" , nos muestra de una manera sencilla, como minimizar y en algunos
casos eliminar estos problemas, te ayuda a maximizar tus espacios a optimizar
tus máquinas y herramientas, y a mantener seguro el lugar de trabajo.
Como toda herramienta, cambio o proyecto, tienes sus implicaciones, con
lo que me he encontrado es que las 3 primeras S, separar o clasificar, ordenar
y limpiar, se pueden llevar a cabo relativamente fácil y rápido, el trabajo está
en estandarizar y mantener “la disciplina”, se requieren controles estrictos para mantener
en estándar 5´S, es necesaria la participación de todos y una gran conciencia
sobre el espacio o estación de trabajo. En algunos lugares se hacen auditorias,
semanales, en otros lugares se premian a las mejores estaciones de trabajo
En términos globales 5´S es una herramienta de seguimiento continuo.
Dejo los pasos a seguir, suerte con tu implementación, me interesan tus
comentarios para enriquecer este espacio.
El método de las 5´S
Así denominado por la primera letra del nombre que en japonés designa cada una de sus cinco etapas, es una técnica de gestión japonesa basada en cinco principios simples.
Se inició en Toyota en los años 1960 con el objetivo de lograr lugares de trabajo mejor organizados, másordenados y más limpios de forma permanente para lograr una mayor productividad y un mejor entorno laboral.
Las 5S han tenido una amplia difusión y son numerosas las organizaciones de diversa índole que lo utilizan, tales como: empresas industriales, empresas de servicios, hospitales, centros educativos o asociaciones
Prevenir la aparición de la suciedad y el desorden
Mantener la disciplina
躾, Shitsuke
Seguir mejorando
Fomentar los esfuerzos en este sentido
Separar Significa eliminar del área de trabajo todos los elementos innecesarios y
que no se requieren para realizar nuestra labor diaria.
Ordenar
Significa acomodar
los artículos que son necesarios e identificarlos o etiquetarlos para que
cualquier persona los pueda encontrar o utilizar.
Limpieza
Limpiar enfatiza remover la suciedad y polvo del área de trabajo. Un lugar limpio no es el
que más se limpia, sino el que menos se ensucia!!
La limpieza hace visibles las ANOMALÍAS para que sean
corregidas en tiempos cortos, antes
de que provoquen averías o defectos. Identifica fuentes de
contaminación.
Estandarizar
Significa definir y aplicar los métodos de trabajo a través de toda la
planta.
Indican lo que es normal de lo que no lo es.
Aplicar y seguir estándares es la forma más sencilla de hacer mi trabajo.
Disciplina
Consiste en trabajar permanentemente de acuerdo con los estándares
establecidos
La realización de
evaluaciones periódicas ayuda a identificar desviaciones y nuevas oportunidades
de mejora.
Espero les sirva, cualquier comentario estoy a sus ordenes.
Son varias herramientasque le ayudarán a eliminar todas
las operaciones que no le agregan valor al producto, servicio y a los procesos
aumentando el valor de cada actividad realizada y eliminando lo que no se
requiere.
Eliminar los DESPERDICIOS,Reducir
VARIABILIDAD, y MEJORAR LAS OPERACIONES, basándose siempre en el respeto por el
Trabajador. Agrego este vídeo para reforzar la definición
El
sistema de Manufactura Lean, Manufactura Esbelta, KAIZEN o Mejora Continua, ha
sido definido como una filosofía de
excelencia basada en:
• La eliminación planeada de todo
tipo de desperdicio
• El respeto al trabajador
• La mejora consistente de la
calidad y productividad
KAIZEN. Es una palabra de origen
japonés que significa Cambio Bueno.
Los principales objetivos de La Manufactura Esbelta (KAIZEN)
es implementar una filosofía de Mejora Continua que le permita a las compañías reducir
sus costos, mejorar los procesos y eliminar los desperdicios para reducir el
tiempo de entrega de los productos, aumentar la satisfacción de los clientes y
mantener e incrementar el margen de utilidad.
Manufactura esbelta proporciona a las compañías herramientas
para sobrevivir en un mercado global que exige calidad más alta, entrega más
rápida y más bajo precios.
Historia de la Manufactura Esbelta
La Manufactura Lean nació en Japón y fue concebida por los
grandes gurús del Sistema de Producción Toyota: Taiichi Ohno, Shigeo
Shingo, Eijy Toyoda entre algunos.
1890 - Sakichi
Toyoda obtiene la patente de un
telar de madera manual y por la necesidad de competir nace la filosofía de “KAIZEN”.
“ Ninguna máquina o proceso alcanza un punto en donde ya
no puede ser mejorado.”- Sakichi Toyoda
1908 - Henry
Ford inventa las líneas de
ensamble en movimiento crea el flujo continuo de producción como método.
“ La
clave es mantener todo en movimiento y llevar el trabajo hacia el hombre y no
el hombre al trabajo. Este es un principio real de nuestra producción y los
transportadores son sólo uno de tantos medios para alcanzar un fin.”
Henry
Ford
1943 - Taichi
Ohno llega a la Toyota Motor
Company Ltd. y empieza a
perfeccionar los conceptos introducidos por Kiichiro de “Just-in-Time”. Eiji
Toyoda le encomienda a Ohno implementar
los métodos revolucionarios de producción. Para lo cual Ohno procede a
desarrollar el “Sistema de Producción” El estándar de clase mundial que
prevalece hoy en día.
1958 - Toyoda
planea y construye una nueva planta de producción en Motomachi, diseñada
después de la planta de Henry Ford en River Rouge, más tarde esta planta es
renombrada por el gobierno como Toyota City. Tiempo después Toyota exporta su
primer auto … El Corona, a EEUU.
1980 - Toyota lleva su “Toyota Production
System” a USA en un joint venture con General Motors llamado New United
Motor Manufacturing , Inc. (NUMMI) y
convierte lo que fué una vez la peor planta (Fremont, CA), en una que rompe
todos los records de calidad, costo y entrega.
1990 - Womack
and Jones publican “The Machine
that Changed the World “ : el
cual hace despertar a los negocios norteamericanos inversionistas y escuelas al
poder de “Lean Thinking”. Muchas
compañias americanas, (incluyendo GE) han estado luchando por muchos años en
convertir sus preocupaciones en “Empresas Esbeltas”
Lesdejo una liga donde pueden encontrar otros videos relacionados









.png)








